0510-88888016
189- 0152-2222
0510-88888016
189- 0152-2222

固話一:0510-88888016 賀部長
固話二:0510-88888017 孫經(jīng)理
固話三:0510-83076068 賀經(jīng)理
固話四:0510-83076658 姜經(jīng)理
固話五:0510-83079993 高經(jīng)理
固話六:0510-83079994 季經(jīng)理
傳真:0510-83079997 自動接收
手機: 189 0152 2222 總經(jīng)理
手機:132 1875 9999 副總
手機:133 3878 6068 賀部長 ( 廠長)
手機:133 8220 6068 孫經(jīng)理 (倉庫)
手機: 133 7366 1878 高經(jīng)理 (開單處)
上網(wǎng)洽談工具:QQ 473334606
郵箱:473334606@qq.com
地址:無錫市惠山區(qū)--錢橋鎮(zhèn)工業(yè)區(qū)--(南西漳工業(yè)園)運河西路2號倉庫
Q235B方管的施焊全過程是如何的
在加工制造冷拉Q235B方管的全過程中,是要進行施焊的,一般狀況下,均會牽涉到加熱、焊絲、焊縫處理、焊后熱處理,下面大家會進行相匹配的詳細介紹,每一個階段必須注意什么?
①加熱有利于消弱低碳鋼在熱影響部位的限制強度,防止產(chǎn)生冷裂縫,這也是施焊低碳鋼的基本上加工工藝方式,加熱還能減輕連接頭塑性形變,減縮焊后剩下地應力。一般狀況下,35和45鋼的加熱關(guān)注度為150—250℃,若碳成分再高亦或是因薄厚和彎曲剛度十分大,裂縫趨于大時,可將加熱關(guān)注度提高至300℃的模樣。若焊接件過大,全面性加熱有難度系數(shù)時,可進行可逆性加熱,可逆性加熱的升溫范疇為焊縫兩側(cè)各180mm。
②焊絲:若具體自然環(huán)境準予時,擇優(yōu)錄用選用偏堿的焊絲。
③焊縫處理:將焊件盡量的給出U型焊縫進行施焊。若鑄造件有瑕疵,挖到的焊縫應維持圓滑,其期的是減縮原材質(zhì)熔入焊接金屬材料中的占比,以降低焊接中的碳成分,防止裂縫產(chǎn)生。
④焊后的對接焊件須得立即進行清除地應力的熱處理,尤其是對于大薄厚焊接件、高彎曲剛度零部件和嚴苛標準下工作的焊接件更應那么做。清除地應力的淬火關(guān)注度為640°C。
若焊后沒法進行清除地應力的熱處理,須得立即進行后熱處理。根據(jù)原材質(zhì)熔融到首層焊接金屬材料中的占比限制達25%上下,因此首層焊接施焊時,應盡量的應用小電流量、慢施焊速度,以減縮原材質(zhì)的熔融深度。
0510-88888016
189- 0152-2222
固話一:0510-88888016 賀部長主管 固話二:0510-88888017 孫經(jīng)理 業(yè)務經(jīng)理
固話三:0510-83076068 賀慶鎮(zhèn) 業(yè)務經(jīng)理 固話四:0510-83076658 姜園園 業(yè)務經(jīng)理
固話五:0510-83079993 高經(jīng)理 固話六:0510-83079994 季經(jīng)理
傳真:0510-83079997 自動接收 郵箱:473334606@qq.com
地址:無錫市惠山區(qū)--錢橋鎮(zhèn)工業(yè)區(qū)--(南西漳工業(yè)園)運河西路2號倉庫
 Q355B矩形管
Q355B矩形管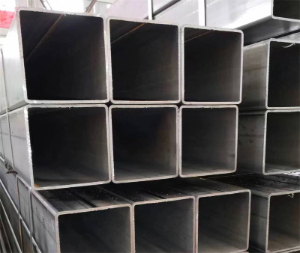 Q345B方矩管
Q345B方矩管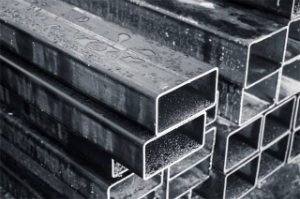 Q355B矩形管
Q355B矩形管